 2026.06.03
2026.06.03
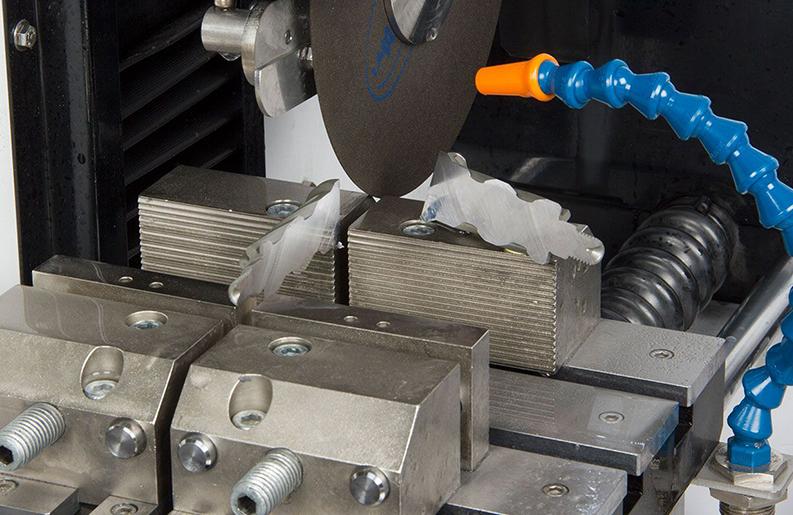
做金相的人,怕的不是磨不平,而是切完一看——面是歪的。明明参数设了,冷却液也开了,切出来的截面还是坑坑洼洼、高低不平。问题到底出在哪?
Q1:切割面不平整,常见的原因是什么?
A:答案很直接:四个字——受力不均。
切割片磨损后磨粒脱落不均,切出来的面自然粗糙;进给压力太大,砂轮片崩刃,切面立刻变得坑坑洼洼;转速过快,摩擦热堆积,样品边缘直接烧伤变形。再加上冷却液流量不足、杂质堵塞喷嘴,热量散不出去,组织都变了,面能平才怪。
还有一个容易被忽略的原因:夹具松动。 样品在切割过程中哪怕微移零点几毫米,切面就会倾斜,后续磨抛怎么救都救不回来。
Q2:参数到底该怎么调?
A:核心原则就一条:材料越硬,参数越要"温柔"。
转速建议控制在200~500rpm,进给速度0.01~0.05mm/s。硬质合金、高碳钢这类材料,需降低转速、减小进给,同时保证冷却液持续对准切割点。切割片的选择也有讲究——氧化铝砂轮片适合硬质金属,碳化硅砂轮片更适合软金属和非金属,选错了片,参数再好也白搭。
另外,工件需以小接触面与切割片接触,维持恒定负载,避免因接触面积变化导致压力波动,这是很多人忽视的细节。
Q3:有没有设备能从根本上解决这个问题?
A:有。与其靠手感调参数,不如让设备自己控制。
CUTLAM 3.1 多轴手自一体金相切割机,配备300mm切割轮,拥有2个电动轴(Z轴和Y轴),可执行编程深度切割,还能选配X轴实现平行截面切割。它的核心优势在于:当切割轮负载上升时,进给速度自动降低;负载降低时,进给速度自动提高。 这意味着不管材料硬度是否均匀,设备都能实时适配,保护切割片的同时维持稳定的切割状态。
定位精度达0.01mm,切割面积大,操作可手动可自动,对付大尺寸、高难度样品尤其从容。
切不平,从来不是手艺问题,是工具没选对。
网址:www.pschina99.com
 0512-57365468
0512-57365468 15618136059
15618136059 618@pschina.com.cn
618@pschina.com.cn 中国·上海·青浦区城中西路
中国·上海·青浦区城中西路

TOP

 15618136059
15618136059 







